

【壓縮機網(wǎng)】噴氣織機是近年來技術(shù)發(fā)展最快的無梭織機,但它的能耗均遠(yuǎn)大于其他無梭織機,使生產(chǎn)成本增加。噴氣織機能耗的大小主要取決于耗氣量的大小,因此降低氣耗是各廠都十分重視的問題。
噴氣織機的引緯系統(tǒng)包括:主噴嘴、輔助噴嘴、異形筘、電磁閥及貯氣罐等,降低氣耗主要應(yīng)從以上方面尋求途徑。
一、正確調(diào)整主噴嘴的最佳位置及氣壓
主噴嘴位置安裝不良,會使它射出的氣流擴散加劇,影響緯紗進入梭口,浪費氣耗。主噴嘴安裝位置主要取決于主噴嘴與第一片異形筘齒之間的距離,通常按下式作為計算依據(jù):ds=6.8(a.s+0.147do)(s—被測點距噴嘴出口處距離,即射程,a—噴嘴紊流因數(shù),do—噴嘴出口處直徑,ds—距噴嘴出口s截面處射流錐的直徑)。為使射流盡可能多地射入異形箱槽,計算出ds是很有參考價值的。在實際安裝中還可通過頻閃儀觀察進入異形筘槽氣流錐大小來調(diào)整s值的大小。
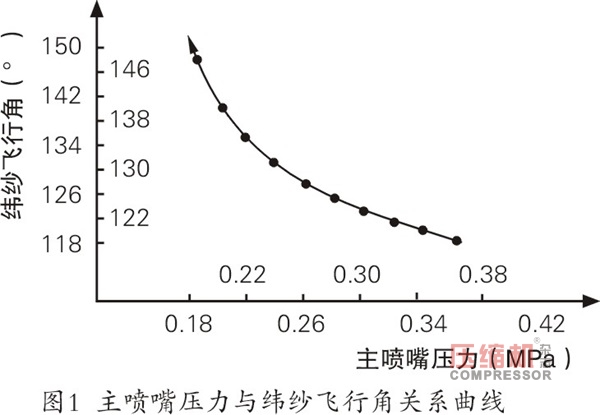
在引緯過程中,緯紗飛行速度的加快是通過提高氣流的速度來實現(xiàn)的,而氣流速度則由壓力決定。因此壓力的確定必須根據(jù)使用緯紗的品質(zhì)、號數(shù)、織物幅寬、車速等綜合考慮。調(diào)節(jié)壓力時,必須觀察緯紗實際到達時間是否與設(shè)定到達時間相符,并以少出現(xiàn)斷緯,不出現(xiàn)松邊、緯縮等疵點為調(diào)節(jié)主噴嘴壓力至最小的限度。壓力過大,既使氣耗增加,又會造成緯紗的急速退捻而被吹斷,形成斷緯。在滿足緯紗正常飛行要求的前提下減小主噴壓力,既可節(jié)約耗氣,也可以使緯紗飛行速度降低,延長了緯紗飛行角,減小了緯紗在飛行過程中承受的張力,滿足了緯紗單強的要求。主噴嘴壓力與緯紗飛行角關(guān)系曲線見圖1(測試品種為C14.5/14.5472 /236160cm府綢)。從圖中可見,隨著主噴壓力的增大,緯紗飛行角縮小,當(dāng)壓力增大到一定值時,它對緯紗飛行角的作用在減小。主噴嘴的噴氣時間在滿足引緯的條件下越小越好,這不僅有利于降低緯紗斷頭,而且有利于減少氣耗。
 二、正確調(diào)整輔助噴嘴各項工藝參數(shù)
輔助噴嘴的作用是張緊伸直緯紗使其保持初速度無扭曲地飛過梭口。織機正常運轉(zhuǎn)時,輔助噴嘴的耗氣量約占整個織機耗氣量的75%左右。因此要減少耗氣量,達到省氣節(jié)能的目的,正確調(diào)整輔助噴嘴的上機工藝參數(shù)(氣流壓力、噴出時間、安裝位置),顯得尤為重要。
1、輔噴壓力
緯紗飛行過程中,不僅要使輔助噴嘴的氣流速度大于緯紗的初速度即緯紗的飛行速度(即緯紗的飛行速度),還須使緯紗的頭端始終處于高速氣流的作用下,這就要求在輔噴氣壓大于主噴氣壓,同時還要求隨著緯紗頭端的向前飛行,輔助噴嘴要循序地開閉供氣閥門,才不會使緯紗產(chǎn)生前擁后擠的現(xiàn)象。在實際生產(chǎn)中,通常確定輔助噴嘴壓力,是在已定的主噴嘴壓力上增加0.02~0.03MPa,但應(yīng)注意,以達到降低緯紗斷頭,節(jié)約耗氣的目的。
2、輔噴時間
確定輔噴時間的方法是使用頻閃儀器觀察,要求各組輔噴的供氣時間超前于緯紗到達各組輔噴嘴的時間,即先行角一般為10°~20°。引緯結(jié)束前約20°,主噴嘴終止供氣,使緯紗在飛行的最后階段,不再受主噴嘴氣流牽引,此時緯紗頭端的飛行速度降低,只受最后一組輔噴嘴的作用,使緯紗伸直到達布邊右側(cè)。不過最后一組輔噴嘴的關(guān)閉時間沒有必要延長太多,因為關(guān)閉時間延長至到達時間之后約20°,輔噴嘴噴口已處在下層經(jīng)紗之下,對緯紗起不到任何作用,不利于節(jié)約氣耗。一般輔噴嘴的噴射時間在60°~80°之間選定。圖2為主噴嘴與輔助噴嘴氣流的時間控制與緯紗實際飛行曲線圖。由圖可知,輔助噴嘴時間控制,應(yīng)使緯紗飛行實際曲線在每個電磁閥的有效噴氣控制范圍內(nèi),且第1只輔噴電磁閥打開時間要與主噴嘴基本保持一致,才使緯紗飛行達到穩(wěn)定狀態(tài)。
3、安裝位置
為使輔噴氣流能準(zhǔn)確地、及早地射入異形筘槽中心與主射流匯交,應(yīng)結(jié)合輔助噴嘴在筘座上安裝位置,其孔口軸線應(yīng)上仰構(gòu)成噴射角a(共8°左右),后斜構(gòu)成噴向角β(共5°左右)。若β=0°時則應(yīng)通過噴嘴的安裝角度來彌補。通過對進口的和國產(chǎn)的輔助噴嘴(各任取10只樣品)的a、β角進行測定,其結(jié)果表明a、β角都有差異:(1)噴射角a的標(biāo)準(zhǔn)偏差為0.44和0.47;(2)噴向角β的標(biāo)準(zhǔn)偏差為0.42和0.57。由此可知,輔助噴嘴應(yīng)依某a、β的偏差大小,分組匹配使用。同時應(yīng)逐個調(diào)整a和β俘角度,以期使各個輔助噴嘴的實際流速中心線,,在射入異形筘槽與主噴氣流中心線匯交時的入射角彼此一致,從而獲得最佳的效果。為了捷便而準(zhǔn)確地完成這一調(diào)整工作,西安213所借鑒國外類似產(chǎn)品的基礎(chǔ)上,開發(fā)研制成功了輔助噴嘴在機調(diào)整器可供使用。由于該調(diào)整器可以直接在筘槽中接收到氣流信號,得以確定輔噴的最佳安裝位置,氣流得到有效的利用,省氣節(jié)能效果明顯。鄭州四棉利用該調(diào)整器在機調(diào)整的效果如表1所示,表中數(shù)值表明:經(jīng)調(diào)整的A組輔噴嘴不僅工作壓力較未經(jīng)調(diào)整的B組輔助噴嘴工作壓力有所降低,而且主噴嘴的工作壓力也有降低,取得了可觀的省氣效果。
二、正確調(diào)整輔助噴嘴各項工藝參數(shù)
輔助噴嘴的作用是張緊伸直緯紗使其保持初速度無扭曲地飛過梭口。織機正常運轉(zhuǎn)時,輔助噴嘴的耗氣量約占整個織機耗氣量的75%左右。因此要減少耗氣量,達到省氣節(jié)能的目的,正確調(diào)整輔助噴嘴的上機工藝參數(shù)(氣流壓力、噴出時間、安裝位置),顯得尤為重要。
1、輔噴壓力
緯紗飛行過程中,不僅要使輔助噴嘴的氣流速度大于緯紗的初速度即緯紗的飛行速度(即緯紗的飛行速度),還須使緯紗的頭端始終處于高速氣流的作用下,這就要求在輔噴氣壓大于主噴氣壓,同時還要求隨著緯紗頭端的向前飛行,輔助噴嘴要循序地開閉供氣閥門,才不會使緯紗產(chǎn)生前擁后擠的現(xiàn)象。在實際生產(chǎn)中,通常確定輔助噴嘴壓力,是在已定的主噴嘴壓力上增加0.02~0.03MPa,但應(yīng)注意,以達到降低緯紗斷頭,節(jié)約耗氣的目的。
2、輔噴時間
確定輔噴時間的方法是使用頻閃儀器觀察,要求各組輔噴的供氣時間超前于緯紗到達各組輔噴嘴的時間,即先行角一般為10°~20°。引緯結(jié)束前約20°,主噴嘴終止供氣,使緯紗在飛行的最后階段,不再受主噴嘴氣流牽引,此時緯紗頭端的飛行速度降低,只受最后一組輔噴嘴的作用,使緯紗伸直到達布邊右側(cè)。不過最后一組輔噴嘴的關(guān)閉時間沒有必要延長太多,因為關(guān)閉時間延長至到達時間之后約20°,輔噴嘴噴口已處在下層經(jīng)紗之下,對緯紗起不到任何作用,不利于節(jié)約氣耗。一般輔噴嘴的噴射時間在60°~80°之間選定。圖2為主噴嘴與輔助噴嘴氣流的時間控制與緯紗實際飛行曲線圖。由圖可知,輔助噴嘴時間控制,應(yīng)使緯紗飛行實際曲線在每個電磁閥的有效噴氣控制范圍內(nèi),且第1只輔噴電磁閥打開時間要與主噴嘴基本保持一致,才使緯紗飛行達到穩(wěn)定狀態(tài)。
3、安裝位置
為使輔噴氣流能準(zhǔn)確地、及早地射入異形筘槽中心與主射流匯交,應(yīng)結(jié)合輔助噴嘴在筘座上安裝位置,其孔口軸線應(yīng)上仰構(gòu)成噴射角a(共8°左右),后斜構(gòu)成噴向角β(共5°左右)。若β=0°時則應(yīng)通過噴嘴的安裝角度來彌補。通過對進口的和國產(chǎn)的輔助噴嘴(各任取10只樣品)的a、β角進行測定,其結(jié)果表明a、β角都有差異:(1)噴射角a的標(biāo)準(zhǔn)偏差為0.44和0.47;(2)噴向角β的標(biāo)準(zhǔn)偏差為0.42和0.57。由此可知,輔助噴嘴應(yīng)依某a、β的偏差大小,分組匹配使用。同時應(yīng)逐個調(diào)整a和β俘角度,以期使各個輔助噴嘴的實際流速中心線,,在射入異形筘槽與主噴氣流中心線匯交時的入射角彼此一致,從而獲得最佳的效果。為了捷便而準(zhǔn)確地完成這一調(diào)整工作,西安213所借鑒國外類似產(chǎn)品的基礎(chǔ)上,開發(fā)研制成功了輔助噴嘴在機調(diào)整器可供使用。由于該調(diào)整器可以直接在筘槽中接收到氣流信號,得以確定輔噴的最佳安裝位置,氣流得到有效的利用,省氣節(jié)能效果明顯。鄭州四棉利用該調(diào)整器在機調(diào)整的效果如表1所示,表中數(shù)值表明:經(jīng)調(diào)整的A組輔噴嘴不僅工作壓力較未經(jīng)調(diào)整的B組輔助噴嘴工作壓力有所降低,而且主噴嘴的工作壓力也有降低,取得了可觀的省氣效果。
 4、輔噴類型
輔助噴嘴的外形及其尺寸,因機型、筘座結(jié)構(gòu)以及異形筘筘槽形狀不同而大同小異,所以,一般根據(jù)噴射孔的形狀和數(shù)目來分類。常見的單孔、雙孔、多孔、圓孔、方孔等。通常認(rèn)為,由19只直徑為0.05mm的小孔組成,排列成正六邊形的多孔式輔助噴嘴,在氣流的集束性方面要比單孔式好,故選用這種輔噴有利于減少氣耗。
總之,評價輔助噴嘴的指標(biāo),主要包括三個內(nèi)容:即出口風(fēng)速、射程(集束性)、幾何精度(a、β角度一致性)。也就是說,一個加工精致,工藝性能優(yōu)良的輔助噴嘴應(yīng)具有噴得快、噴得遠(yuǎn)和質(zhì)量好的品質(zhì)
三、正確調(diào)節(jié)電磁閥作用時間和工作電壓
在豐田織機上控制噴嘴開關(guān)的電磁閥是采用過勵磁技術(shù),開啟時,首先加過勵磁電壓(48V)以減少初始輸出氣壓0升至設(shè)定輸出氣壓90%的時間,即電磁開啟的響應(yīng)時間。閥打開后,輸入電壓降為15V維持電壓,亦可減少輸出氣壓從設(shè)定值下降50%所需的時間,即電磁閥關(guān)閉的響應(yīng)時間。此舉可增加電磁閥響應(yīng)速度,從而滿足織機高速運轉(zhuǎn)的需要,同時,開啟時間略有減少,對節(jié)約用氣有利。
上述可知,電磁閥通電后,閥體不是立即打開,而是有一個作用過程。如津田駒織機,其電磁閥開始開放到完全開放的時間為0.06s,而氣流由電磁閥處到噴嘴處的時間約為20.01s,因此噴嘴處氣流從0到最大值的時間為0.07s,在閥體關(guān)閉時間內(nèi),其氣流變化規(guī)律見圖3。由圖可知電磁閥在啟閉時都有一段延遲時間,有效噴氣時間不包括延遲,即當(dāng)閥門打開時壓力到90%,關(guān)閉時壓力降到50%,這段時間為有效噴氣時間。當(dāng)主、輔噴嘴的作用時間縮短,即是縮短有效噴氣時間,其補正角和滯后角均保持不變,實際上縮短的氣流噴射時間應(yīng)該是圖中的bc段,而不是ab和段cd,這樣引緯氣流消耗量就應(yīng)該是bc×be部分,而不是cf(ef+ad)/2部分。知道了這個規(guī)律,我們在設(shè)定主、輔噴嘴開閉時間時,應(yīng)提前一個補正角開啟,提前一個滯后角關(guān)閉。為節(jié)約氣耗,應(yīng)重點調(diào)整主、輔噴嘴噴射時間。
4、輔噴類型
輔助噴嘴的外形及其尺寸,因機型、筘座結(jié)構(gòu)以及異形筘筘槽形狀不同而大同小異,所以,一般根據(jù)噴射孔的形狀和數(shù)目來分類。常見的單孔、雙孔、多孔、圓孔、方孔等。通常認(rèn)為,由19只直徑為0.05mm的小孔組成,排列成正六邊形的多孔式輔助噴嘴,在氣流的集束性方面要比單孔式好,故選用這種輔噴有利于減少氣耗。
總之,評價輔助噴嘴的指標(biāo),主要包括三個內(nèi)容:即出口風(fēng)速、射程(集束性)、幾何精度(a、β角度一致性)。也就是說,一個加工精致,工藝性能優(yōu)良的輔助噴嘴應(yīng)具有噴得快、噴得遠(yuǎn)和質(zhì)量好的品質(zhì)
三、正確調(diào)節(jié)電磁閥作用時間和工作電壓
在豐田織機上控制噴嘴開關(guān)的電磁閥是采用過勵磁技術(shù),開啟時,首先加過勵磁電壓(48V)以減少初始輸出氣壓0升至設(shè)定輸出氣壓90%的時間,即電磁開啟的響應(yīng)時間。閥打開后,輸入電壓降為15V維持電壓,亦可減少輸出氣壓從設(shè)定值下降50%所需的時間,即電磁閥關(guān)閉的響應(yīng)時間。此舉可增加電磁閥響應(yīng)速度,從而滿足織機高速運轉(zhuǎn)的需要,同時,開啟時間略有減少,對節(jié)約用氣有利。
上述可知,電磁閥通電后,閥體不是立即打開,而是有一個作用過程。如津田駒織機,其電磁閥開始開放到完全開放的時間為0.06s,而氣流由電磁閥處到噴嘴處的時間約為20.01s,因此噴嘴處氣流從0到最大值的時間為0.07s,在閥體關(guān)閉時間內(nèi),其氣流變化規(guī)律見圖3。由圖可知電磁閥在啟閉時都有一段延遲時間,有效噴氣時間不包括延遲,即當(dāng)閥門打開時壓力到90%,關(guān)閉時壓力降到50%,這段時間為有效噴氣時間。當(dāng)主、輔噴嘴的作用時間縮短,即是縮短有效噴氣時間,其補正角和滯后角均保持不變,實際上縮短的氣流噴射時間應(yīng)該是圖中的bc段,而不是ab和段cd,這樣引緯氣流消耗量就應(yīng)該是bc×be部分,而不是cf(ef+ad)/2部分。知道了這個規(guī)律,我們在設(shè)定主、輔噴嘴開閉時間時,應(yīng)提前一個補正角開啟,提前一個滯后角關(guān)閉。為節(jié)約氣耗,應(yīng)重點調(diào)整主、輔噴嘴噴射時間。
 四、輔噴采用分段供氣
由于引緯過程中,緯紗在各個區(qū)段飛行時,質(zhì)量隨著引緯長度增加而增大,所需載緯氣流的流速亦需隨之增大。輔助噴嘴宜采用由兩個儲氣缸分別供氣,加之緯紗在快出梭口時,主噴嘴業(yè)已關(guān)閉,故右側(cè)幾組輔助噴嘴的氣壓要提高,以防止緯紗飛行速度下降。這樣分開供氣可分別控制兩段引緯氣流的壓力,可以大大減小空氣耗量,還有利于穩(wěn)定緯紗的飛行。
五、合理選擇織機速度
噴氣織機的轉(zhuǎn)速,通??蛇_600r/min以上,展覽速度可達700甚至1000以上。有人認(rèn)為織機開到600r/min就是高水平,只開到600r/min以下是低水平。然而確定織機的速度要考慮諸多方面的因素,在實際生產(chǎn)中織機轉(zhuǎn)速并非越高越好,應(yīng)根據(jù)各廠的具體情況予以確定。
由筆者掌握的資料可知某廠共有噴氣織機156臺,車速為500~630r/min。有空壓機三臺,每分鐘供氣量分別為35m3、38.7m3和64m3。限于電網(wǎng)供電量的不足,僅只能開二臺空壓機,按最大供氣量來算僅為102.7m3即(38.7+64)。據(jù)實際測試,滌棉府綢、防羽布等品種,每臺單機耗氣量高達0.92m3/min,故實際在總供氣量102m3條件下,該廠僅能正常開120臺左右的織機,其余生產(chǎn)能力放空。
在其他生產(chǎn)條件下,外界因素基本不變的情況下,經(jīng)實際測試,某品種緯紗為18.5×2tex股線,當(dāng)車速為600r/min時,單機耗氣量為0.8m3/min,而車速降為500r/min時單機的耗氣量為0.62m3/min。由此可知,當(dāng)織機轉(zhuǎn)速從500r/min升至600r/min,提高20%時耗氣量增加37.1%。也就是說,噴氣織機的耗氣量增長幅度與織機的轉(zhuǎn)速增長幅度不是簡單的成線性關(guān)系。這是因為耗氣量的增加一方面隨著入緯率的增加而增加(轉(zhuǎn)速增加);另外,由于轉(zhuǎn)速增加,盡管緯紗通過梭口相對于主軸旋轉(zhuǎn)角度未變,但緯紗飛行速度卻必須提高,而緯紗飛行速度的提高,實際操作上就是通過提高供氣壓力來實現(xiàn)的。所以,入緯率的增加、供氣壓力的增加,兩方面的因素導(dǎo)致耗氣量隨織機轉(zhuǎn)速的提高而大大提高。
鑒于原來可供600r/min條件下的10臺織機使用的壓縮空氣,可供13.7臺500r/min的織機使用,而該廠又具備尚有因供氣不足而關(guān)車的具體情況,決定將原有的60臺600r/min織機降速為500r/min,同時增開20臺織機。結(jié)果,總產(chǎn)量非但未減少,反而有所增加。同時,耗電量同樣并未因機臺增開而增加。另外,由于轉(zhuǎn)速下降,對織前的質(zhì)量及原紗質(zhì)量要求有所下降,生產(chǎn)效率增加,機物料消耗下降。擋車機臺數(shù)也因生產(chǎn)效率提高而增加,總的用工人數(shù)并未超過原來的用工人數(shù),最后還取得了另一個事先未考慮到的收獲:原來600r/min的織機,輔助噴嘴壓力一般0.45MPa左右,此時供氣壓力不得少于0.5MPa左右,否則產(chǎn)生緯縮疵布。而500r/min的織機,輔噴壓力一般為0.4MPa左右,供氣壓力可降低到0.45MPa左右,總的產(chǎn)氣量不變,用氣量增加,則供氣壓力下降。如果控制用氣在供氣壓力不低于某一設(shè)定值,并不會導(dǎo)致緯縮疵布的產(chǎn)生。實際上該廠用高峰時,實際用氣量達122m3/min,此時供氣壓力下降為0.47MPa。此增加的產(chǎn)氣量彌補了車速下降后效率提高而增加的用氣量。通過這次調(diào)整車速,該廠實際的日產(chǎn)量,由原來的2.9萬米/日增加到3.2萬米/日,取得了令人滿意的成果。
六、總結(jié)
在噴氣織機的引緯系統(tǒng)中,主噴嘴、輔助噴嘴、電磁閥等各自的工藝性能和它們彼此之間安裝位置,作用時間是保證引緯順利飛行,減少耗氣量的重要因素。在不影響緯紗正常飛行的前提下,盡可能減小主、輔噴嘴的氣壓,延長緯紗飛行角是減少耗氣量的關(guān)鍵。氣壓過大不僅增大耗氣,還易吹斷緯紗。各廠還應(yīng)根據(jù)空壓機、噴氣織機的機型、數(shù)量以及生產(chǎn)織物的品種等綜合因素來合理選擇織機速度以期達到最大限度的提高壓縮空氣的利用率。
四、輔噴采用分段供氣
由于引緯過程中,緯紗在各個區(qū)段飛行時,質(zhì)量隨著引緯長度增加而增大,所需載緯氣流的流速亦需隨之增大。輔助噴嘴宜采用由兩個儲氣缸分別供氣,加之緯紗在快出梭口時,主噴嘴業(yè)已關(guān)閉,故右側(cè)幾組輔助噴嘴的氣壓要提高,以防止緯紗飛行速度下降。這樣分開供氣可分別控制兩段引緯氣流的壓力,可以大大減小空氣耗量,還有利于穩(wěn)定緯紗的飛行。
五、合理選擇織機速度
噴氣織機的轉(zhuǎn)速,通??蛇_600r/min以上,展覽速度可達700甚至1000以上。有人認(rèn)為織機開到600r/min就是高水平,只開到600r/min以下是低水平。然而確定織機的速度要考慮諸多方面的因素,在實際生產(chǎn)中織機轉(zhuǎn)速并非越高越好,應(yīng)根據(jù)各廠的具體情況予以確定。
由筆者掌握的資料可知某廠共有噴氣織機156臺,車速為500~630r/min。有空壓機三臺,每分鐘供氣量分別為35m3、38.7m3和64m3。限于電網(wǎng)供電量的不足,僅只能開二臺空壓機,按最大供氣量來算僅為102.7m3即(38.7+64)。據(jù)實際測試,滌棉府綢、防羽布等品種,每臺單機耗氣量高達0.92m3/min,故實際在總供氣量102m3條件下,該廠僅能正常開120臺左右的織機,其余生產(chǎn)能力放空。
在其他生產(chǎn)條件下,外界因素基本不變的情況下,經(jīng)實際測試,某品種緯紗為18.5×2tex股線,當(dāng)車速為600r/min時,單機耗氣量為0.8m3/min,而車速降為500r/min時單機的耗氣量為0.62m3/min。由此可知,當(dāng)織機轉(zhuǎn)速從500r/min升至600r/min,提高20%時耗氣量增加37.1%。也就是說,噴氣織機的耗氣量增長幅度與織機的轉(zhuǎn)速增長幅度不是簡單的成線性關(guān)系。這是因為耗氣量的增加一方面隨著入緯率的增加而增加(轉(zhuǎn)速增加);另外,由于轉(zhuǎn)速增加,盡管緯紗通過梭口相對于主軸旋轉(zhuǎn)角度未變,但緯紗飛行速度卻必須提高,而緯紗飛行速度的提高,實際操作上就是通過提高供氣壓力來實現(xiàn)的。所以,入緯率的增加、供氣壓力的增加,兩方面的因素導(dǎo)致耗氣量隨織機轉(zhuǎn)速的提高而大大提高。
鑒于原來可供600r/min條件下的10臺織機使用的壓縮空氣,可供13.7臺500r/min的織機使用,而該廠又具備尚有因供氣不足而關(guān)車的具體情況,決定將原有的60臺600r/min織機降速為500r/min,同時增開20臺織機。結(jié)果,總產(chǎn)量非但未減少,反而有所增加。同時,耗電量同樣并未因機臺增開而增加。另外,由于轉(zhuǎn)速下降,對織前的質(zhì)量及原紗質(zhì)量要求有所下降,生產(chǎn)效率增加,機物料消耗下降。擋車機臺數(shù)也因生產(chǎn)效率提高而增加,總的用工人數(shù)并未超過原來的用工人數(shù),最后還取得了另一個事先未考慮到的收獲:原來600r/min的織機,輔助噴嘴壓力一般0.45MPa左右,此時供氣壓力不得少于0.5MPa左右,否則產(chǎn)生緯縮疵布。而500r/min的織機,輔噴壓力一般為0.4MPa左右,供氣壓力可降低到0.45MPa左右,總的產(chǎn)氣量不變,用氣量增加,則供氣壓力下降。如果控制用氣在供氣壓力不低于某一設(shè)定值,并不會導(dǎo)致緯縮疵布的產(chǎn)生。實際上該廠用高峰時,實際用氣量達122m3/min,此時供氣壓力下降為0.47MPa。此增加的產(chǎn)氣量彌補了車速下降后效率提高而增加的用氣量。通過這次調(diào)整車速,該廠實際的日產(chǎn)量,由原來的2.9萬米/日增加到3.2萬米/日,取得了令人滿意的成果。
六、總結(jié)
在噴氣織機的引緯系統(tǒng)中,主噴嘴、輔助噴嘴、電磁閥等各自的工藝性能和它們彼此之間安裝位置,作用時間是保證引緯順利飛行,減少耗氣量的重要因素。在不影響緯紗正常飛行的前提下,盡可能減小主、輔噴嘴的氣壓,延長緯紗飛行角是減少耗氣量的關(guān)鍵。氣壓過大不僅增大耗氣,還易吹斷緯紗。各廠還應(yīng)根據(jù)空壓機、噴氣織機的機型、數(shù)量以及生產(chǎn)織物的品種等綜合因素來合理選擇織機速度以期達到最大限度的提高壓縮空氣的利用率。
【壓縮機網(wǎng)】噴氣織機是近年來技術(shù)發(fā)展最快的無梭織機,但它的能耗均遠(yuǎn)大于其他無梭織機,使生產(chǎn)成本增加。噴氣織機能耗的大小主要取決于耗氣量的大小,因此降低氣耗是各廠都十分重視的問題。
噴氣織機的引緯系統(tǒng)包括:主噴嘴、輔助噴嘴、異形筘、電磁閥及貯氣罐等,降低氣耗主要應(yīng)從以上方面尋求途徑。
一、正確調(diào)整主噴嘴的最佳位置及氣壓
主噴嘴位置安裝不良,會使它射出的氣流擴散加劇,影響緯紗進入梭口,浪費氣耗。主噴嘴安裝位置主要取決于主噴嘴與第一片異形筘齒之間的距離,通常按下式作為計算依據(jù):ds=6.8(a.s+0.147do)(s—被測點距噴嘴出口處距離,即射程,a—噴嘴紊流因數(shù),do—噴嘴出口處直徑,ds—距噴嘴出口s截面處射流錐的直徑)。為使射流盡可能多地射入異形箱槽,計算出ds是很有參考價值的。在實際安裝中還可通過頻閃儀觀察進入異形筘槽氣流錐大小來調(diào)整s值的大小。
在引緯過程中,緯紗飛行速度的加快是通過提高氣流的速度來實現(xiàn)的,而氣流速度則由壓力決定。因此壓力的確定必須根據(jù)使用緯紗的品質(zhì)、號數(shù)、織物幅寬、車速等綜合考慮。調(diào)節(jié)壓力時,必須觀察緯紗實際到達時間是否與設(shè)定到達時間相符,并以少出現(xiàn)斷緯,不出現(xiàn)松邊、緯縮等疵點為調(diào)節(jié)主噴嘴壓力至最小的限度。壓力過大,既使氣耗增加,又會造成緯紗的急速退捻而被吹斷,形成斷緯。在滿足緯紗正常飛行要求的前提下減小主噴壓力,既可節(jié)約耗氣,也可以使緯紗飛行速度降低,延長了緯紗飛行角,減小了緯紗在飛行過程中承受的張力,滿足了緯紗單強的要求。主噴嘴壓力與緯紗飛行角關(guān)系曲線見圖1(測試品種為C14.5/14.5472 /236160cm府綢)。從圖中可見,隨著主噴壓力的增大,緯紗飛行角縮小,當(dāng)壓力增大到一定值時,它對緯紗飛行角的作用在減小。主噴嘴的噴氣時間在滿足引緯的條件下越小越好,這不僅有利于降低緯紗斷頭,而且有利于減少氣耗。
二、正確調(diào)整輔助噴嘴各項工藝參數(shù)
輔助噴嘴的作用是張緊伸直緯紗使其保持初速度無扭曲地飛過梭口。織機正常運轉(zhuǎn)時,輔助噴嘴的耗氣量約占整個織機耗氣量的75%左右。因此要減少耗氣量,達到省氣節(jié)能的目的,正確調(diào)整輔助噴嘴的上機工藝參數(shù)(氣流壓力、噴出時間、安裝位置),顯得尤為重要。
1、輔噴壓力
緯紗飛行過程中,不僅要使輔助噴嘴的氣流速度大于緯紗的初速度即緯紗的飛行速度(即緯紗的飛行速度),還須使緯紗的頭端始終處于高速氣流的作用下,這就要求在輔噴氣壓大于主噴氣壓,同時還要求隨著緯紗頭端的向前飛行,輔助噴嘴要循序地開閉供氣閥門,才不會使緯紗產(chǎn)生前擁后擠的現(xiàn)象。在實際生產(chǎn)中,通常確定輔助噴嘴壓力,是在已定的主噴嘴壓力上增加0.02~0.03MPa,但應(yīng)注意,以達到降低緯紗斷頭,節(jié)約耗氣的目的。
2、輔噴時間
確定輔噴時間的方法是使用頻閃儀器觀察,要求各組輔噴的供氣時間超前于緯紗到達各組輔噴嘴的時間,即先行角一般為10°~20°。引緯結(jié)束前約20°,主噴嘴終止供氣,使緯紗在飛行的最后階段,不再受主噴嘴氣流牽引,此時緯紗頭端的飛行速度降低,只受最后一組輔噴嘴的作用,使緯紗伸直到達布邊右側(cè)。不過最后一組輔噴嘴的關(guān)閉時間沒有必要延長太多,因為關(guān)閉時間延長至到達時間之后約20°,輔噴嘴噴口已處在下層經(jīng)紗之下,對緯紗起不到任何作用,不利于節(jié)約氣耗。一般輔噴嘴的噴射時間在60°~80°之間選定。圖2為主噴嘴與輔助噴嘴氣流的時間控制與緯紗實際飛行曲線圖。由圖可知,輔助噴嘴時間控制,應(yīng)使緯紗飛行實際曲線在每個電磁閥的有效噴氣控制范圍內(nèi),且第1只輔噴電磁閥打開時間要與主噴嘴基本保持一致,才使緯紗飛行達到穩(wěn)定狀態(tài)。
3、安裝位置
為使輔噴氣流能準(zhǔn)確地、及早地射入異形筘槽中心與主射流匯交,應(yīng)結(jié)合輔助噴嘴在筘座上安裝位置,其孔口軸線應(yīng)上仰構(gòu)成噴射角a(共8°左右),后斜構(gòu)成噴向角β(共5°左右)。若β=0°時則應(yīng)通過噴嘴的安裝角度來彌補。通過對進口的和國產(chǎn)的輔助噴嘴(各任取10只樣品)的a、β角進行測定,其結(jié)果表明a、β角都有差異:(1)噴射角a的標(biāo)準(zhǔn)偏差為0.44和0.47;(2)噴向角β的標(biāo)準(zhǔn)偏差為0.42和0.57。由此可知,輔助噴嘴應(yīng)依某a、β的偏差大小,分組匹配使用。同時應(yīng)逐個調(diào)整a和β俘角度,以期使各個輔助噴嘴的實際流速中心線,,在射入異形筘槽與主噴氣流中心線匯交時的入射角彼此一致,從而獲得最佳的效果。為了捷便而準(zhǔn)確地完成這一調(diào)整工作,西安213所借鑒國外類似產(chǎn)品的基礎(chǔ)上,開發(fā)研制成功了輔助噴嘴在機調(diào)整器可供使用。由于該調(diào)整器可以直接在筘槽中接收到氣流信號,得以確定輔噴的最佳安裝位置,氣流得到有效的利用,省氣節(jié)能效果明顯。鄭州四棉利用該調(diào)整器在機調(diào)整的效果如表1所示,表中數(shù)值表明:經(jīng)調(diào)整的A組輔噴嘴不僅工作壓力較未經(jīng)調(diào)整的B組輔助噴嘴工作壓力有所降低,而且主噴嘴的工作壓力也有降低,取得了可觀的省氣效果。
4、輔噴類型
輔助噴嘴的外形及其尺寸,因機型、筘座結(jié)構(gòu)以及異形筘筘槽形狀不同而大同小異,所以,一般根據(jù)噴射孔的形狀和數(shù)目來分類。常見的單孔、雙孔、多孔、圓孔、方孔等。通常認(rèn)為,由19只直徑為0.05mm的小孔組成,排列成正六邊形的多孔式輔助噴嘴,在氣流的集束性方面要比單孔式好,故選用這種輔噴有利于減少氣耗。
總之,評價輔助噴嘴的指標(biāo),主要包括三個內(nèi)容:即出口風(fēng)速、射程(集束性)、幾何精度(a、β角度一致性)。也就是說,一個加工精致,工藝性能優(yōu)良的輔助噴嘴應(yīng)具有噴得快、噴得遠(yuǎn)和質(zhì)量好的品質(zhì)
三、正確調(diào)節(jié)電磁閥作用時間和工作電壓
在豐田織機上控制噴嘴開關(guān)的電磁閥是采用過勵磁技術(shù),開啟時,首先加過勵磁電壓(48V)以減少初始輸出氣壓0升至設(shè)定輸出氣壓90%的時間,即電磁開啟的響應(yīng)時間。閥打開后,輸入電壓降為15V維持電壓,亦可減少輸出氣壓從設(shè)定值下降50%所需的時間,即電磁閥關(guān)閉的響應(yīng)時間。此舉可增加電磁閥響應(yīng)速度,從而滿足織機高速運轉(zhuǎn)的需要,同時,開啟時間略有減少,對節(jié)約用氣有利。
上述可知,電磁閥通電后,閥體不是立即打開,而是有一個作用過程。如津田駒織機,其電磁閥開始開放到完全開放的時間為0.06s,而氣流由電磁閥處到噴嘴處的時間約為20.01s,因此噴嘴處氣流從0到最大值的時間為0.07s,在閥體關(guān)閉時間內(nèi),其氣流變化規(guī)律見圖3。由圖可知電磁閥在啟閉時都有一段延遲時間,有效噴氣時間不包括延遲,即當(dāng)閥門打開時壓力到90%,關(guān)閉時壓力降到50%,這段時間為有效噴氣時間。當(dāng)主、輔噴嘴的作用時間縮短,即是縮短有效噴氣時間,其補正角和滯后角均保持不變,實際上縮短的氣流噴射時間應(yīng)該是圖中的bc段,而不是ab和段cd,這樣引緯氣流消耗量就應(yīng)該是bc×be部分,而不是cf(ef+ad)/2部分。知道了這個規(guī)律,我們在設(shè)定主、輔噴嘴開閉時間時,應(yīng)提前一個補正角開啟,提前一個滯后角關(guān)閉。為節(jié)約氣耗,應(yīng)重點調(diào)整主、輔噴嘴噴射時間。
四、輔噴采用分段供氣
由于引緯過程中,緯紗在各個區(qū)段飛行時,質(zhì)量隨著引緯長度增加而增大,所需載緯氣流的流速亦需隨之增大。輔助噴嘴宜采用由兩個儲氣缸分別供氣,加之緯紗在快出梭口時,主噴嘴業(yè)已關(guān)閉,故右側(cè)幾組輔助噴嘴的氣壓要提高,以防止緯紗飛行速度下降。這樣分開供氣可分別控制兩段引緯氣流的壓力,可以大大減小空氣耗量,還有利于穩(wěn)定緯紗的飛行。
五、合理選擇織機速度
噴氣織機的轉(zhuǎn)速,通??蛇_600r/min以上,展覽速度可達700甚至1000以上。有人認(rèn)為織機開到600r/min就是高水平,只開到600r/min以下是低水平。然而確定織機的速度要考慮諸多方面的因素,在實際生產(chǎn)中織機轉(zhuǎn)速并非越高越好,應(yīng)根據(jù)各廠的具體情況予以確定。
由筆者掌握的資料可知某廠共有噴氣織機156臺,車速為500~630r/min。有空壓機三臺,每分鐘供氣量分別為35m3、38.7m3和64m3。限于電網(wǎng)供電量的不足,僅只能開二臺空壓機,按最大供氣量來算僅為102.7m3即(38.7+64)。據(jù)實際測試,滌棉府綢、防羽布等品種,每臺單機耗氣量高達0.92m3/min,故實際在總供氣量102m3條件下,該廠僅能正常開120臺左右的織機,其余生產(chǎn)能力放空。
在其他生產(chǎn)條件下,外界因素基本不變的情況下,經(jīng)實際測試,某品種緯紗為18.5×2tex股線,當(dāng)車速為600r/min時,單機耗氣量為0.8m3/min,而車速降為500r/min時單機的耗氣量為0.62m3/min。由此可知,當(dāng)織機轉(zhuǎn)速從500r/min升至600r/min,提高20%時耗氣量增加37.1%。也就是說,噴氣織機的耗氣量增長幅度與織機的轉(zhuǎn)速增長幅度不是簡單的成線性關(guān)系。這是因為耗氣量的增加一方面隨著入緯率的增加而增加(轉(zhuǎn)速增加);另外,由于轉(zhuǎn)速增加,盡管緯紗通過梭口相對于主軸旋轉(zhuǎn)角度未變,但緯紗飛行速度卻必須提高,而緯紗飛行速度的提高,實際操作上就是通過提高供氣壓力來實現(xiàn)的。所以,入緯率的增加、供氣壓力的增加,兩方面的因素導(dǎo)致耗氣量隨織機轉(zhuǎn)速的提高而大大提高。
鑒于原來可供600r/min條件下的10臺織機使用的壓縮空氣,可供13.7臺500r/min的織機使用,而該廠又具備尚有因供氣不足而關(guān)車的具體情況,決定將原有的60臺600r/min織機降速為500r/min,同時增開20臺織機。結(jié)果,總產(chǎn)量非但未減少,反而有所增加。同時,耗電量同樣并未因機臺增開而增加。另外,由于轉(zhuǎn)速下降,對織前的質(zhì)量及原紗質(zhì)量要求有所下降,生產(chǎn)效率增加,機物料消耗下降。擋車機臺數(shù)也因生產(chǎn)效率提高而增加,總的用工人數(shù)并未超過原來的用工人數(shù),最后還取得了另一個事先未考慮到的收獲:原來600r/min的織機,輔助噴嘴壓力一般0.45MPa左右,此時供氣壓力不得少于0.5MPa左右,否則產(chǎn)生緯縮疵布。而500r/min的織機,輔噴壓力一般為0.4MPa左右,供氣壓力可降低到0.45MPa左右,總的產(chǎn)氣量不變,用氣量增加,則供氣壓力下降。如果控制用氣在供氣壓力不低于某一設(shè)定值,并不會導(dǎo)致緯縮疵布的產(chǎn)生。實際上該廠用高峰時,實際用氣量達122m3/min,此時供氣壓力下降為0.47MPa。此增加的產(chǎn)氣量彌補了車速下降后效率提高而增加的用氣量。通過這次調(diào)整車速,該廠實際的日產(chǎn)量,由原來的2.9萬米/日增加到3.2萬米/日,取得了令人滿意的成果。
六、總結(jié)
在噴氣織機的引緯系統(tǒng)中,主噴嘴、輔助噴嘴、電磁閥等各自的工藝性能和它們彼此之間安裝位置,作用時間是保證引緯順利飛行,減少耗氣量的重要因素。在不影響緯紗正常飛行的前提下,盡可能減小主、輔噴嘴的氣壓,延長緯紗飛行角是減少耗氣量的關(guān)鍵。氣壓過大不僅增大耗氣,還易吹斷緯紗。各廠還應(yīng)根據(jù)空壓機、噴氣織機的機型、數(shù)量以及生產(chǎn)織物的品種等綜合因素來合理選擇織機速度以期達到最大限度的提高壓縮空氣的利用率。

網(wǎng)友評論
條評論
最新評論